







Na fabricação de chapas metálicas, operações de bainha e alisamento São amplamente utilizados para melhorar a resistência, a segurança e a aparência das peças. Esses processos são essenciais em indústrias como a automotiva, a de painéis elétricos, a de eletrodomésticos e a de móveis metálicos.
Selecionar o correto Ferramentas para dobra em prensa dobradeira: bainha e aplainamento É fundamental para alcançar resultados consistentes, evitar danos à superfície e melhorar a eficiência da produção. Diferentes tipos de ferramentas são projetados para atender a espessuras de material, volumes de produção e requisitos de qualidade de superfície específicos.
Este guia apresenta os tipos mais comuns de ferramentas de aplainamento e bainha, explica seus princípios de funcionamento, vantagens e aplicações, e ajuda os fabricantes a escolher a solução de ferramentas adequada.
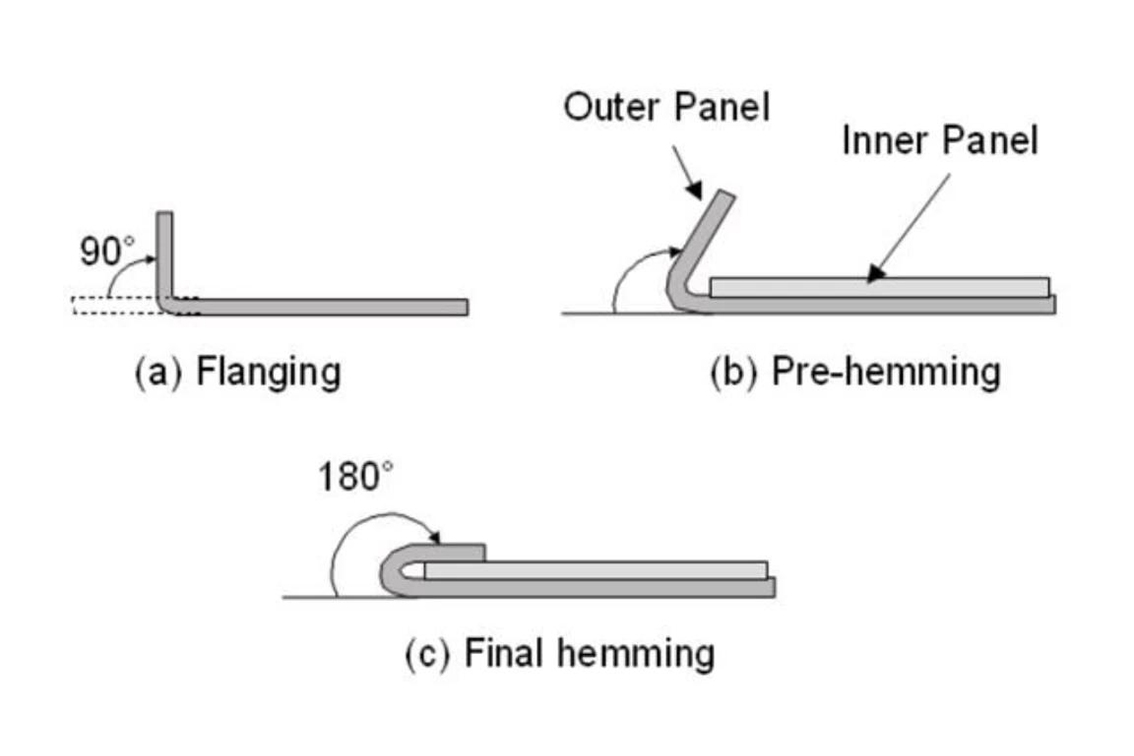

Bainha É um processo de dobra no qual a borda de uma peça de chapa metálica é dobrada sobre si mesma. O estágio final da dobra é chamado de bainha. achatamento, onde a borda dobrada é pressionada para ficar plana, criando uma borda lisa e reforçada.
A bainha é amplamente utilizada porque:


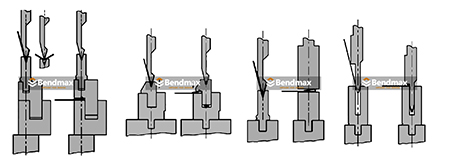
Princípio de funcionamento: A bainha padrão geralmente é realizada em dois passos:
Vantagens:
Aplicações típicas:
Princípio de funcionamento: Um soco agudo É utilizado para criar um ângulo de pré-dobra acentuado antes do achatamento. Isso melhora a precisão da bainha e reduz a deformação do material.
Vantagens:
Materiais típicos:
A ferramenta de bainha de uma só etapa é concluída. Pré-curvatura e achatamento em um único movimento.
Vantagens:
Indústrias típicas:

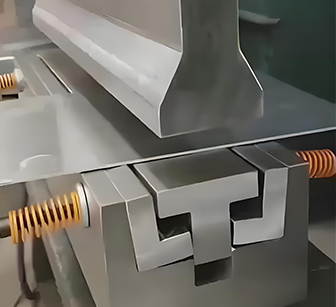
As ferramentas com mola incluem molas internas que ajuste automático de pressão durante o nivelamento.
Vantagens:
Aplicações:

As ferramentas que não deixam marcas utilizam rolos, inserções de nylon ou inserções de PU para evitar danos à superfície.
Vantagens:
Materiais típicos:
O tipo de material a ser dobrado desempenha um papel fundamental na seleção das ferramentas. Materiais diferentes comportam-se de maneira distinta durante as operações de aplainamento e dobra.
Aço macio (CRS)
O aço macio é um dos materiais mais fáceis de dobrar. Ferramentas padrão de dobra em duas etapas geralmente são suficientes para a maioria das aplicações.
Aço inoxidável
O aço inoxidável possui maior resistência e menor ductilidade, o que o torna mais propenso a rachaduras durante o aplainamento. Neste caso:
Alumínio
O alumínio é mais macio, mas mais sensível a danos superficiais. Para chapas de alumínio:
Materiais galvanizados ou revestidos
A proteção da superfície é fundamental. O uso de matrizes de aço padrão pode causar arranhões.
A espessura da chapa é um dos parâmetros mais importantes na seleção de ferramentas de aplainamento. Diferentes tipos de ferramentas são adequados para diferentes faixas de espessura.
Folha fina (0,5–1,5 mm)
Materiais finos exigem controle preciso para evitar rugas ou rachaduras. Ferramentas recomendadas:
Espessura média (1,5–3,0 mm)
Essa faixa de espessura é comum em painéis elétricos, móveis metálicos e gabinetes de equipamentos. Ferramentas recomendadas:
Chapa espessa (>3,0 mm)
É necessária força de flexão adicional, e a resistência das ferramentas torna-se crucial. Ferramentas recomendadas:
Bainha aberta
Deixa uma pequena folga interna, requer menos força e é mais fácil de produzir. Adequado para componentes estruturais e peças não visíveis.
Bainha fechada
Totalmente plana, requer maior precisão e ferramentas mais sofisticadas. Adequada para peças decorativas e bordas visíveis.
Bainha em forma de lágrima
Utilizado quando o risco de fissuras é alto. Recomendado para aço inoxidável e materiais espessos.
A qualidade da superfície é uma preocupação fundamental. As ferramentas de aplainamento padrão podem deixar marcas, arranhões ou linhas de pressão na superfície. Se a aparência da superfície for crítica, Ferramentas de bainha sem marcas (Com roletes, inserções de nylon ou proteção de PU) é altamente recomendado para:

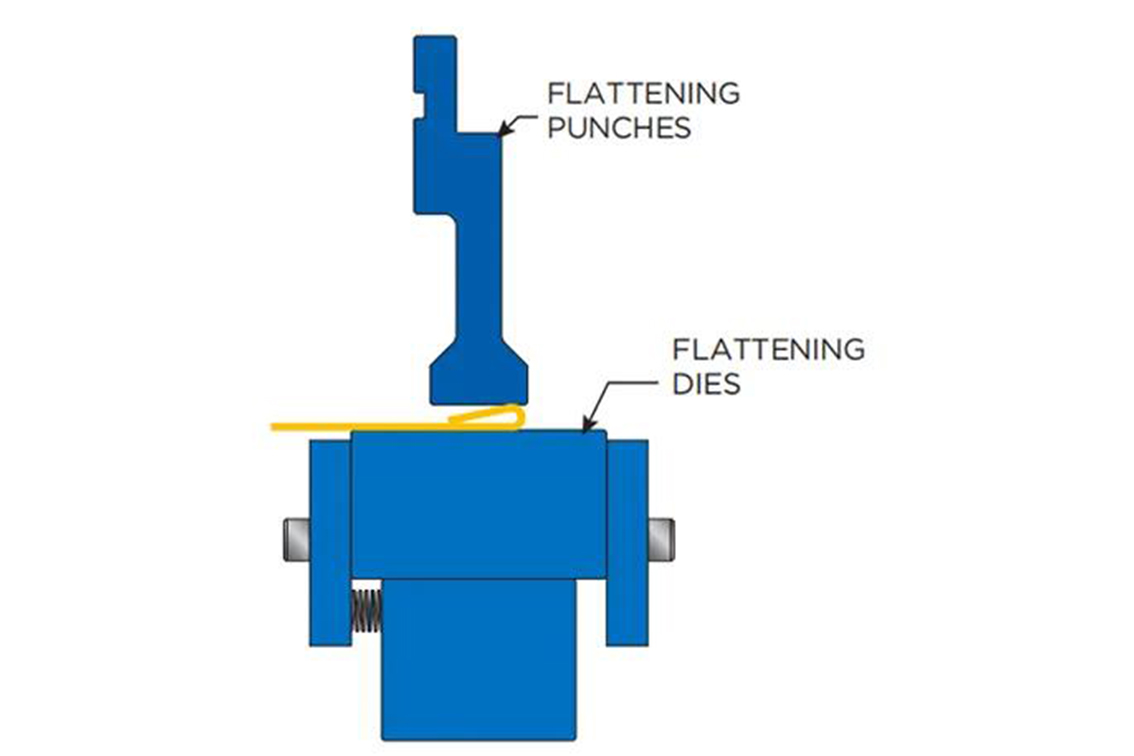
Nem todos os sistemas de ferramentas são intercambiáveis. Os sistemas de ferramentas comuns incluem: Sistema Wila, Sistema Trumpf, Sistema Amada e Sistema LVD.
Por exemplo, se estiver usando uma prensa dobradeira do tipo Wila, ferramentas compatíveis como... Punção de achatamento nº 19.041 e Matriz de achatamento NO.29.384 Garante um posicionamento preciso e resultados de dobra confiáveis.
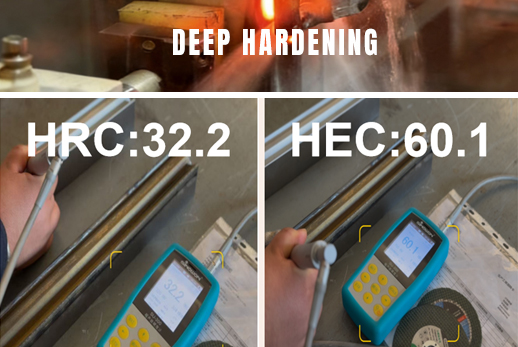
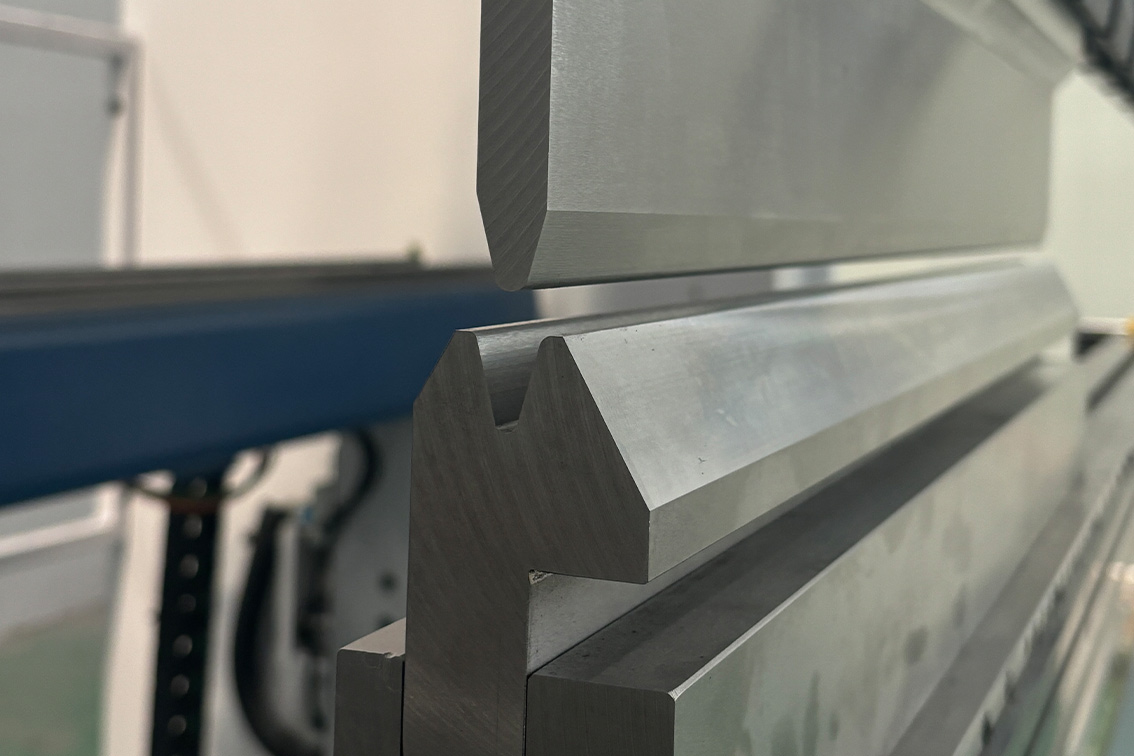
A durabilidade das ferramentas depende muito da qualidade do material e do tratamento térmico. Ferramentas de aplainamento de alta qualidade são normalmente feitas de 42CrMo com uma faixa de dureza de HRC 54–60Isso proporciona maior vida útil, melhor resistência ao desgaste e desempenho de aplainamento estável.
A seleção de ferramentas não se resume apenas ao desempenho — a relação custo-benefício também é importante. O uso de ferramentas de aplainamento de alta qualidade pode ter um custo inicial mais elevado, mas pode reduzir significativamente as despesas de substituição a longo prazo.
Na produção prática de chapas metálicas, selecionar a combinação correta de ferramentas costuma ser a maneira mais eficaz de solucionar defeitos de dobra.
Benefício para a Engenharia:
✔ Reduz a tensão de tração
✔ Melhora o fluxo de materiais
✔ Previne a formação de fissuras
Benefício para a Engenharia:
✔ Melhora a uniformidade da pressão
✔ Estabiliza materiais em lâminas finas
✔ Reduz o risco de deformação
Benefício para a Engenharia:
✔ Protege superfícies visíveis
✔ Melhora a aparência do produto
✔ Reduz o custo de acabamento
Benefício para a Engenharia:
✔ Garante um nivelamento consistente
✔ Melhora a precisão dimensional
✔ Aumenta a resistência estrutural
Benefício para a Engenharia:
✔ Prolonga a vida útil das ferramentas
✔ Reduz os custos de manutenção
✔ Melhora a confiabilidade a longo prazo
Para operações padrão de rebarbação em duas etapas em chapas metálicas de espessura média, uma combinação de ferramentas comumente recomendada inclui:
Essa combinação proporciona um desempenho de aplainamento estável, maior precisão dimensional e qualidade de bainha consistente para painéis elétricos, invólucros metálicos e eletrodomésticos.
Manutenção adequada de ferramentas de bainha e alisamento É essencial para garantir uma qualidade de dobra consistente, prolongar a vida útil das ferramentas e reduzir os custos de produção a longo prazo.

Na fabricação moderna de chapas metálicas, a qualidade de ferramentas de bainha e alisamento A precisão determina diretamente a aparência final do produto, a resistência estrutural e a eficiência da produção. Escolher um fornecedor de ferramentas confiável não se resume apenas ao preço, mas também à precisão, durabilidade e estabilidade a longo prazo.
As ferramentas profissionais de bainha são fabricadas utilizando aço liga de alta qualidade e processos avançados de usinagem CNC para garantir precisão e consistência dimensional.
As ferramentas de rebarbação confiáveis são normalmente fabricadas com aços-liga de alta resistência, como... 42CrMo e aços-ferramenta temperados. Através de tratamento térmico controlado, as ferramentas atingem um nível de dureza de HRC 54–60Isso garante:
As soluções de ferramentas profissionais são projetadas com base em aplicações industriais reais, garantindo compatibilidade com processos de rebarbação padrão, requisitos de superfície sem marcas e linhas de produção de alto volume.
 Phone: (0086)-15002165198
Phone: (0086)-15002165198 Email: jason@bendmax.com
Email: jason@bendmax.com Wechat: política de Privacidade
Wechat: política de Privacidade
 IPv6 network supported
IPv6 network supported
leave a message
Scan to wechat :

Scan to whatsapp :

 Português
Português 








