Como selecionar a ferramenta de dobradeira adequada com base na força de dobra
Nov 28, 2025
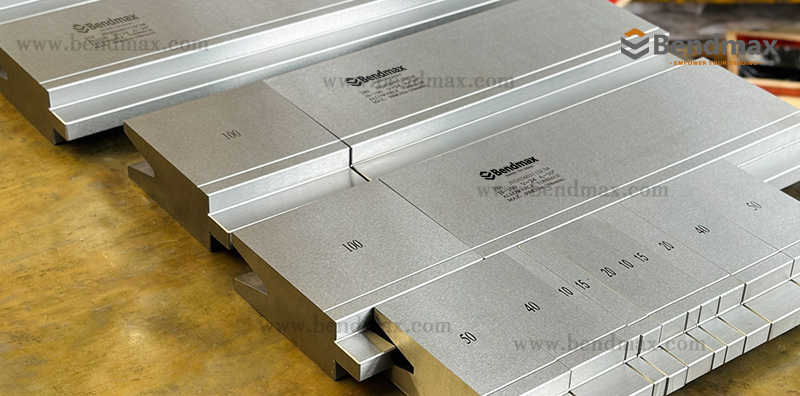
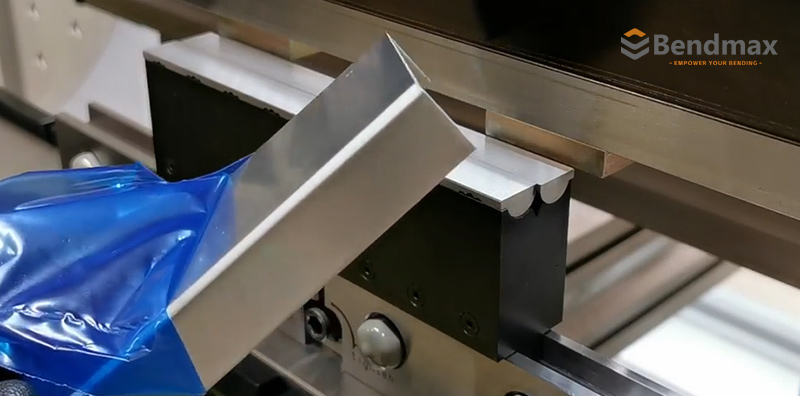
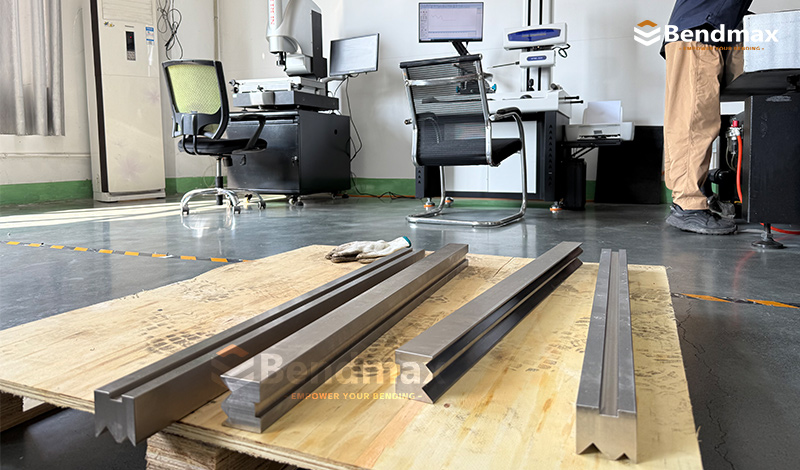
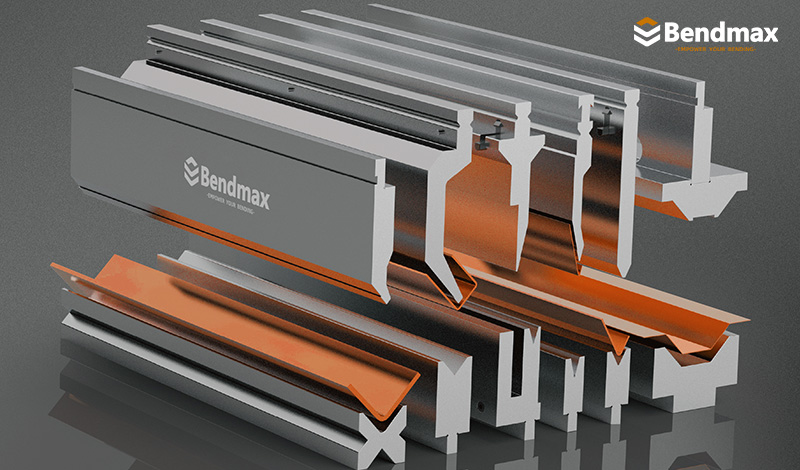
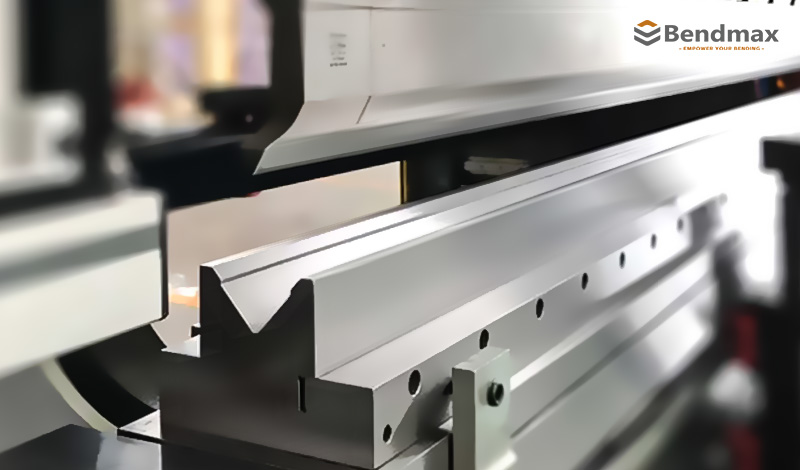
Como selecionar a ferramenta de dobradeira adequada com base na força de dobra Quando você possui uma prensa dobradeira e está pronto para dobrar chapas metálicas, a seleção das ferramentas torna-se crucial. A força de dobra necessária determina diretamente qual ferramenta deve ser usada e quanto tempo ela durará. Na verdade, escolher a ferramenta certa para a prensa dobradeira é mais uma arte que envolve equilibrar material, espessura, ângulo de dobra e eficiência de produção. Relação entre a força de flexão e a seleção de ferramentasMateriais e espessuras diferentes exigem forças de dobra variáveis. Se a força for insuficiente, a peça pode não se conformar completamente; se a força for excessiva, pode acelerar o desgaste da ferramenta ou até mesmo causar danos. Portanto, a seleção das ferramentas deve ser compatível tanto com a tonelagem da prensa dobradeira quanto com os requisitos da peça. 1. Dobra de Tonelagem Leve: Adequada para Chapas Finas e Conformação de Precisão(Ferramentas para prensa dobradeira de tubos Bendmax)Em aplicações de baixa força (como chapas finas, componentes de aço inoxidável para cozinha ou placas de alumínio), um Ferramenta de matriz em V estreita Recomenda-se combinar o golpe com um soco direto.Aplicações:Capas para eletrodomésticos, painéis decorativos, pequenos componentes de ferragens, etc.Aplicações:Capas para eletrodomésticos, painéis decorativos, pequenos componentes de ferragens, etc. por exemplo:Força de flexão 100T e 125TMatriz dupla em V padrão Esta matriz consiste em dois sulcos em forma de V dispostos em um ângulo, tipicamente de 90 graus. É comumente usada para aplicações de dobra a ar, permitindo uma variedade de ângulos de dobra ajustando-se a profundidade de penetração do punção na matriz.Versatilidade: Adequado para uma ampla gama de ângulos de curvatura, ajustando a profundidade do punção.Facilidade de uso: Simples de configurar e ajustar para diferentes necessidades de curvatura. Esta matriz apresenta quatro ranhuras em forma de V dispostas concentricamente, cada uma com uma profundidade diferente. É adequada para criar múltiplos ângulos e formatos de dobra, oferecendo versatilidade nas operações de dobra.Opções de curvatura múltiplas: Oferece quatro ranhuras em V diferentes com profundidades variáveis, permitindo uma variedade de ângulos e formatos de curvatura.Precisão: Proporciona curvas precisas com resultados consistentes.Eficiência: Reduz a necessidade de trocas frequentes de ferramentas, aumentando a eficiência geral nas operações de dobra. Matriz Multi-V padrão Esta matriz possui uma superfície plana e é utilizada para dobras em linha reta, produzindo dobras de 90 graus em chapas metálicas. É ideal para criar dobras nítidas e precisas, especialmente em materiais finos.Dobras acentuadas: Ideal para criar dobras precisas de 90 graus em chapas metálicas.Durabilidade: Normalmente fabricado em aço temperado, garantindo um desempenho de longa duração.Compatibilidade: Adequado para uma ampla gama de espessuras e materiais de chapas metálicas. 2. Dobra de tonelagem média: Abrange a maioria dos processos de processamento de chapas metálicas.Quando a força de dobra está na faixa média (tipicamente em prensas dobradeiras de 100T a 200T), ela abrange a mais ampla gama de aplicações. Matrizes multi-V ou matrizes duplas-V podem ser usadas com punções padrão.Vantagens: Uma única matriz pode lidar com chapas de diversas espessuras, melhorando a flexibilidade da produção e prolongando a vida útil das ferramentas.Aplicações:Peças de chapa metálica para máquinas, coberturas para equipamentos de engenharia, componentes de veículos, etc.por exemplo:Força de flexão 175T e 210TMatriz Multi-V padrão A matriz multi-V padrão para prensas dobradeiras é um acessório que permite a dobra de chapas ou placas metálicas em diversos ângulos e formatos. Consiste em múltiplos sulcos em forma de V de diferentes larguras e profundidades, dispostos concentricamente na matriz.Este design permite que a matriz se adapte a uma ampla gama de requisitos de dobra, oferecendo versatilidade e flexibilidade na fabricação de metais.Versatilidade: Adequado para uma ampla gama de ângulos de curvatura, ajustando a profundidade do punção.Facilidade de uso: Simples de configurar e ajustar para diferentes necessidades de curvatura. Matriz dupla em V padrão Esta matriz consiste em dois sulcos em forma de V dispostos em um ângulo, geralmente de 90 graus. É comumente usada para aplicações de dobra a ar, permitindo uma variedade de ângulos de dobra ajustando a profundidade de penetração do punção na matriz.Versatilidade: Adequado para uma ampla gama de ângulos de curvatura, ajustando a profundidade do punção.Facilidade de uso: Simples de configurar e ajustar para diferentes necessidades de curvatura. Matriz V padrão de quatro vias Esta matriz apresenta quatro ranhuras em forma de V dispostas concentricamente, cada uma com uma profundidade diferente. É adequada para criar múltiplos ângulos e formatos de dobra, oferecendo versatilidade nas operações de dobra.Opções de curvatura múltiplas: Oferece quatro ranhuras em V diferentes com profundidades variáveis, permitindo uma variedade de ângulos e formatos de curvatura.Precisão: Proporciona curvas precisas com resultados consistentes.Eficiência: Reduz a necessidade de trocas frequentes de ferramentas, aumentando a eficiência geral nas operações de dobra. 3.Dobramento de Grandes Tonelagens: Para Chapas Grossas e Componentes EstruturaisPara dobras de grande tonelagem (acima de 200T), são necessárias ferramentas mais robustas e estáveis. Matrizes em V mais largas ou matrizes reforçadas personalizadas são normalmente utilizadas, combinadas com punções de pescoço de ganso ou ferramentas de conformação especiais.Vantagens:Suporta alta pressão de tonelagem, evita danos prematuros à ferramenta e garante a formação consistente das peças.Aplicações:Estruturas de aço para pontes, componentes de máquinas pesadas, peças grandes em formato de caixa, etc.por exemplo:Força de flexão 300TMatriz Multi-V padrão Esta matriz consiste em múltiplos sulcos em forma de V dispostos em um ângulo, tipicamente de 90 graus. É comumente usada para aplicações de dobra a ar, permitindo uma variedade de ângulos de dobra ajustando-se a profundidade de penetração do punção na matriz.Versatilidade: Adequado para uma ampla gama de ângulos de curvatura, ajustando a profundidade do punção.Facilidade de uso: Simples de configurar e ajustar para diferentes necessidades de curvatura. Matriz dupla em V padrão Esta matriz consiste em dois sulcos em forma de V dispostos em um ângulo, tipicamente de 90 graus. É comumente usada para aplicações de dobra a ar, permitindo uma variedade de ângulos de dobra ajustando a profundidade de penetração do punção na matriz.Versatilidade: Adequado para uma ampla gama de ângulos de curvatura, ajustando a profundidade do punção.Facilidade de uso: Simples de configurar e ajustar para diferentes necessidades de curvatura. Matriz V padrão de quatro vias Esta matriz apresenta quatro ranhuras em forma de V dispostas concentricamente, cada uma com uma profundidade diferente. É adequada para criar múltiplos ângulos e formatos de dobra, oferecendo versatilidade nas operações de dobra.Opções de curvatura múltiplas: Oferece quatro ranhuras em V diferentes com profundidades variáveis, permitindo uma variedade de ângulos de curvatura.e formas.Precisão: Proporciona curvas precisas com resultados consistentes.Eficiência: Reduz a necessidade de trocas frequentes de ferramentas, aumentando a eficiência geral nas operações de dobra. É claro que, ao escolher uma matriz para dobradeira, a força de dobra é apenas um dos fatores de referência. É mais importante considerar de forma abrangente a espessura da chapa, o material, o raio de curvatura, os requisitos do processo e o desempenho do equipamento. No BENDMAXNós não apenas fornecemos matrizes padrão de alta precisão e durabilidade, como também podemos personalizar soluções não padronizadas com base nas necessidades do cliente, ajudando você a alcançar precisão, estabilidade e eficiência em cada etapa do processo.












 Phone: (0086)-15002165198
Phone: (0086)-15002165198 Email: jason@bendmax.com
Email: jason@bendmax.com Wechat: política de Privacidade
Wechat: política de Privacidade
 IPv6 network supported
IPv6 network supported


 Português
Português 








